
The storage system of a concrete batching and mixing plant consists of two parts: raw material storage devices (powder material silo, water tank, aggregate hopper, aggregate waiting hopper and additive tank) and concrete storage device (discharge hopper). It’s essential to guarantee storage quantities of raw materials in order to realize continuity and efficiency in production. Proper storage of raw materials also helps to relieve possible shortage in material. The design of concrete storage aims to solve contradiction between quick unloading of the concrete mixer and slow loading of the concrete mixer truck which has a long delivery circulation time. Here is a detailed introduction to components of the storage system. The storage system of a mobile concrete batching plant is generally the same.
Powder Silo

A powder silo for a concrete batching plant is for storage of powder materials like cement, mixture powder (coal ash, mine powder, stone powder, silica fume etc) and dry powder admixtures. Its model is usually set by volume, such as 50t, 100t, 200t, 250t, 300t and so on, in order to match concrete batching plants of different capacities. Small silos of 50t and 100t can be made in advance and delivered to a destination, but larger ones (largest 500t) are usually installed on the spot.
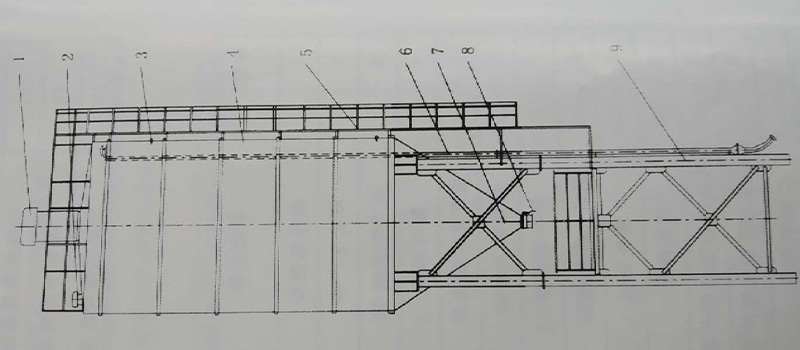
As shown in the picture above, a powder silo consists of a dust collector at the top(1), a pressure valve (2), a ZXK (3), a silo body (4), a maintenance ladder (5), a dust remover (6), a flow aiding air cushion (7), a manual butterfly valve (8) and supporting legs (9).
About Us
| News
| Products
| Download
| Contact Us
Our job is much more than being construction equipment-concrete batching plant manufacturers,We are responsible to all the people who are concerned with this road and building construction industry and we strive to provide the best quality, price and services.
Address: No.14 Waihuan Road, New district, Zhengzhou, China.



